
佳木斯不锈钢钢格板特价批发
浏览次数:654次
- 产品规格:
- 发货地:江苏省常州武进区郑陆镇粮庄桥村
关键词
佳木斯不锈钢钢格板特价批发
详细说明
产地常州
执行标准YB/T4001.1-2007
材质Q235B
税票包含
表面处理酸洗 抛光
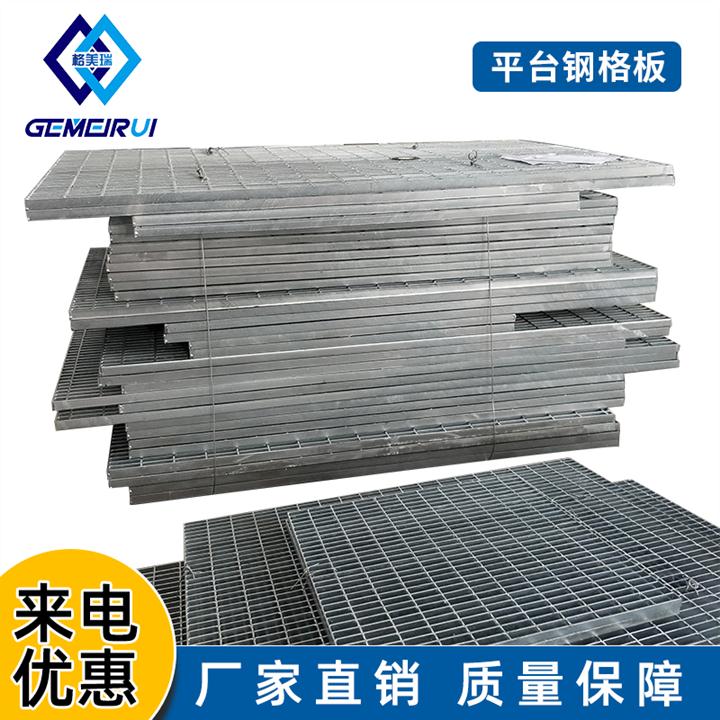
热镀锌钢格板的分量是指始末包边以及表面处理(非表面处理的除外)后的评论分量.由于包边、开孔以及切口的差异,本质分量与评论分量会出现差别.在产业平台钢格板自重算计及钢格板交付结算中,统一以评论分量为算计凭据.钢格板分量重点由钢格板承载扁钢分量、钢格板横杆分量、钢格板包边扁钢分量及钢格板表面处理分量四部门组成.热镀锌钢格板分量算计公式:最惯例的方法:你能够辨识将钢格板承载扁钢分量、钢格板横杆分量、钢格板包边扁钢分量、钢格板表面处理分量先算走出,然后将其所有加起来.
算计钢格板评论分量:关于长度小于1米的钢格板(例如沟盖板)或许需求作独特包边的钢格板,由于包边板的增添,分量会跟着增添.用扁钢包边,钢格板长度不小于1米时,按底下公式算计钢格板评论分量:Wt=(b1t1N1+b2t2N2+2b3t3)ρ?×10-6 Wt-钢格板分量,单元为千克每平方米(kg/m2);t1-承载扁钢宽度,单元为毫米(mm); b1-承载扁钢厚度,单元为毫米(mm); N1-每米钢格板中承载扁钢条数; t2-横杆宽度,单元为毫米(mm); b2-横杆厚度,单元为毫米(mm); N2-每米钢格板中横杆条数; t3-包边扁钢宽度,单元为毫米(mm); b3--包边扁钢厚度,单元为毫米(mm);ρ-原料密度,单元为千克每立方米(kg/m3);钢材密度按7850kg/m3算计; ?--表面处理增重系数.
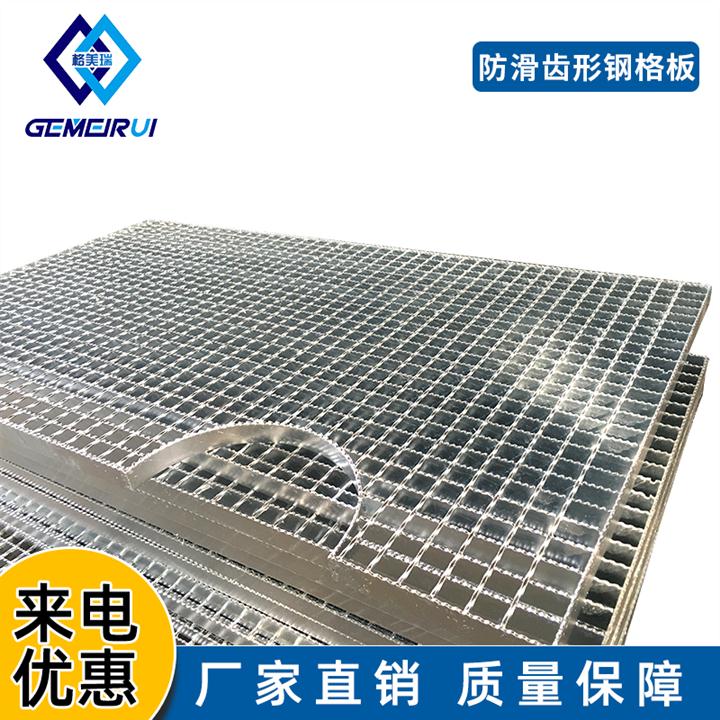
手工焊接制造的钢格板是先在扁钢上冲孔,而后将横杆纳入孔中点焊,横杆与扁钢会存在闲暇,可是每个触碰点都能实行焊接,抵达扁钢以及麻花钢的等同融化衔接,因而焊接会更稳定,强度会有所晋升,但外表毋宁压焊的雅观!该制造工艺对照灵敏、产物多样化、基本上能够制造全系列钢格板,在重型上有优点;因焊接所有人为手工焊接,简易焊接不稳定、漏焊、假焊,发生假焊以及漏焊下降强度.
原本人为焊接以及机子焊接都差不多,可根据顾客需求来挑选.异型钢格板以及插接钢格板只能人为焊接不能用机械焊,这也是人为焊接的优点.
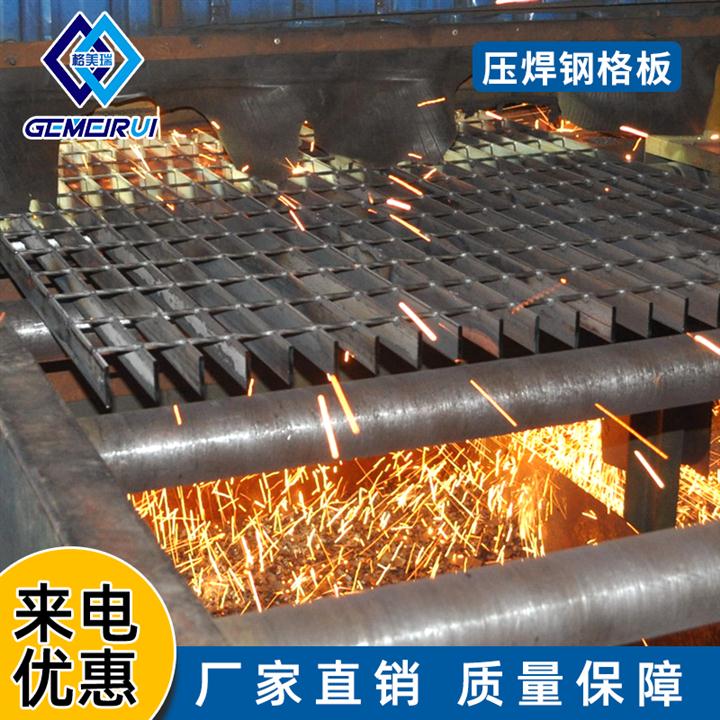
机械压焊运用高压电阻压焊机,事前把承载扁钢放在特定的模具上,而后机械手自动将横杆横放在平均排列的扁钢上,经过庞大的电焊功率以及液压力将横杆压焊入扁钢内,从而能够得到焊点牢固,稳定性以及强度极高的高品质钢格板.
而后在根据用户需求的长度用切割机切开,人为焊接包边.机械压焊效率对照高,可是机械制造尺寸通常宽度不要超出1.2米,尚有即是尺寸不要太零星.机械焊接有肯定的尺寸限定,一些独特形式以及插接钢格板也是机械不能制造的,只能人为焊接.
合适规格尺寸对照正途并且需求量大的顾客.该焊接工艺受设备以及电流电压匹配的波及,通常双杆的焊接比单杆的强度高,该焊接工艺还与材料扁钢的上下相关系,扁钢宽度偏差大可能波及焊接强度,使强度不一概;该工艺存在的缺点是假焊以及虚焊,假焊以及虚焊简易使横杆剥脱.
焊接工艺因设备设备的额定容量,截面较大的重型钢格板不能制造.该焊接工艺的设备额定容量低于800KVA的通常只能做4mm厚度下面的扁钢钢格板,1250KVA的通常能做5~6mm厚度的扁钢钢格板.
当我们在进行钢格板安装前请先仔细阅读图纸和装箱单,然后按图和装箱单拆进行包装,如事先不阅读图和装箱单,把包装任意拆开,造成混乱或任意在现场切割,其责任不在我钢格板公司。
首先,钢格板是按照钢结构件进行安装,安装后不能横向移动或脱离支承架,一般来说钢格板安装分两种a焊接安装;b安装夹安装钢格板两种方法,钢格板安装后如不需拆卸和移动,建议使用焊接方法固定钢格板
1、钢格板的焊接安装:首先把钢格板焊接在支承梁上,以形成坚固的永久性连接。焊接要求:
A、焊接前必须清除干净支承钢梁和钢格板表面上的锌层、油漆、铁锈、油污和水等。
B、如果在焊接采用分段焊,焊缝长度不小于25mm。焊角高度不小于5mm,焊于钢格板承载扁钢一侧,焊缝数量参见下,焊接后,去除焊渣和飞溅,手工涂两道富锌漆。述
2、钢格板的安装夹数量方法;将钢格板用安装夹紧固在支承粱上,原则上每块钢格板(约1平方米计)不少于四套安装夹,安装在钢格板的四个角上,但如果钢格板较长,且板中间有支承梁的情况下,安装夹可按如下数量配置。
2 . 承载扁钢的不垂直度不大于扁钢宽度10%;
m.gmrggb.b2b168.com