
池州异形钢格板厂家批发 质量牢固
浏览次数:56次
- 产品规格:
- 发货地:江苏省常州天宁区
关键词
池州异形钢格板厂家批发
详细说明
产地常州
执行标准YB/T4001.1-2007
材质Q235B
税票包含
表面处理热浸锌
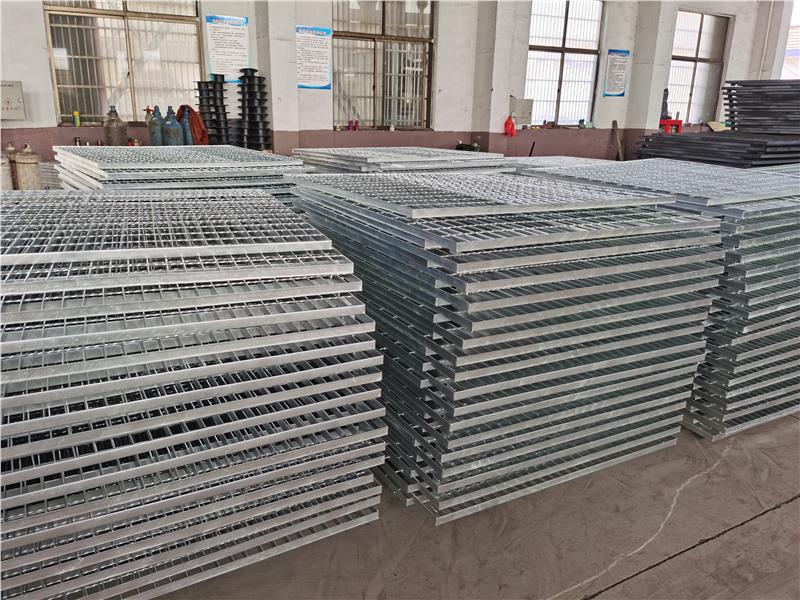
钢格栅的质量主要取决于镀锌钢格栅的表面,这是衡量镀锌钢格栅质量的一个非常重要的判断标准。1、镀锌的数量决定了钢格栅的质量:钢格栅镀锌的数量主要是镀锌膜的厚度决定了镀锌的真实性、质量程度,一般热镀锌钢格栅板的厚度要求在70μm以上,而普通电镀钢格栅板基本能达到10μm就已经不错了。这就是为什么我们总是向客户推荐热镀锌钢格栅。镀锌层的厚度决定了耐腐蚀的程度。2、用于镀锌或冷镀锌:冷镀锌,热浸镀锌钢格栅可以采用两种处理,热浸镀锌钢板腐蚀在于他的能力,强壮,寒冷和电镀,电镀盐溶液电解锌,镀痛苦的涂料,通常没有加热,锌,很少遇到潮湿环境容易脱落。对于钢格栅板的环保而言,热镀锌产生的污染物排放较少,而热镀锌产生的污染物主要是酸洗工件的废酸。冷镀锌的污染物主要包括酸洗工件的废酸、电镀废液、钝化废液等。冷镀锌排放的污染物种类和数量均大于热镀锌。所以镀锌钢格栅采用热镀锌技术比较好。格网板安装夹数量的方法用安装夹将格网板固定在支撑梁上。原则上,每个钢格板(1平方米左右)不少于4组安装夹。插入式钢格板通常以低碳钢为主要原料制成。还可以使用不锈钢板为原料,因为钢板是一个网格结构的产品,所以它有通风,采光,散热,防滑,防爆等性能的表面可以穿孔牙齿提高带钢的性能也可以使用i类型扁钢制成的。通常制作钢格板的方法是:有机器压力焊接和手工制作两种,机器压力焊接采用耐高压。水平压力焊接机机械手将自动把酒吧的统一安排,通过强大的电焊扁钢权力和液体压力杆压力焊接到扁钢,焊点牢固稳定和高强度的高质量的钢格板。 手工制作的钢格板是先在扁钢上打孔,然后把钢筋放入孔中,点焊钢筋和扁钢会有缝隙,不可能焊接好每一个接触点,所以焊接强度降低。在利用高强度方面表现出了非常高的品质之一,它是大面积安装简单、快捷,即使是由于某种原因被拆除,也很容易做到。在安装钢格时,先确认整体钢结构的安装是否符合设计要求,先确认钢格的位置必须按照图纸要求标高、编号铺设、编号座次、定位正确。钢格栅板与边沿之间的位置见1:受载扁钢板的两端必须支承在钢梁或其他支承框架上,每一端搭接长度不小于25mm。一般情况下,两个钢格栅之间的距离通常为lOmm,安装时应根据图纸要求和现场实际情况进行适当调整。在保证的前提下,较小的安装距离应满足以下要求:钢格栅之间的距离为3mm,与相邻结构之间的距离为10mm。【潍坊市场库存调研】据统计截止5.13日潍坊地区库存:省内:石横1万增加0.2万,永锋三个库1.3万增库0.2万,闽源0.5万增0.2万,西王1万增库0.2万,莱钢0.1万降库0.1万。潍坊现有外材:鑫达0.2万增库0.1万,徐钢0.1万增库0.05万,陕西龙钢0.3万降库0.1万,镔鑫0.3万增加0.15万,凌钢0.3万增加0.1万,其他厂约0.2万持平,其中省内总库存合计3.45万相对上周增加0.25万,省外资源库存合计1.4万增库0.15万,总库存4.85万相对上周增加0.4万,社库增幅8.9%,本周外采进入不低于1万吨,主要外采资源以中新华宏跟镔鑫为主,下周预计焦炭三轮下调落地,原料走弱新开工工地需求整体偏弱,价格还有下调空间。
作为不锈钢钢格板焊接时填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体维护电时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体维护电弧焊时,焊丝既是填充金属,同时也是导电电极。焊丝可分为3类。焊丝的外表不涂防氧化效果的焊剂。
大多数用于不锈钢钢格板的焊丝归于此类,包含碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢丝和有色金属焊丝等。有些合金,如钴铬钨合金,不能锻、轧和拔丝,而用铸造办法制成。它首要用于不锈钢钢格板外表的手艺堆焊,以满意如抗氧化、耐磨损和高温下耐腐蚀等特别功能要求
选用接连浇注和液态揉捏可制造出长达数米的钴铬钨焊丝,用于主动填丝钨极气体维护电弧焊,以提升焊接功率和堆焊层质量,一起还能改进劳动条件。不锈钢钢格板补焊有时也选用铸造焊丝。
用薄钢带卷成圆形或异形钢管,内填必定成分的药粉,经拉制成的有缝药芯焊丝,或用钢管填满药粉拉制成的无缝药芯焊丝用这种焊丝焊接熔敷功率高,对不锈钢钢格板适应性好,试制周期短,因此它的使用量和使用范围不断扩大。
这种焊丝首要用于二氧化碳气体维护焊、埋弧焊和电渣焊。药芯焊丝中的药粉成分一般与焊条药皮类似。含有造渣、造气和稳弧成分的药芯焊丝焊接时不需要维护气体,称自维护药芯焊丝,适用于焊接不锈钢钢格板。
以上是关于不锈钢钢格板的相关内容,希望对大家有所帮助。
【带钢唐山开工调研】据富宝统计,截止5月13日,本周唐山16家145带钢厂18条带钢生产线中,14条检修,影响产量2.85万吨,4条带钢线正常生产,开工率22.22%,较上周增5.56%;产能利用率24.8%,较上周增4.75%。截止5月13日,本周唐山17家242以上带钢厂27条带钢生产线中,8条带钢线检修,影响产量3.85万吨,19条带钢线生产,开工率70.37%,较上周减3.7%;产能利用率69.37%,较上周减2.38%。
【钢坯】13日唐山方坯稳,报4660元/吨。市场方面,下游钢企采购情绪不佳,今直发成交偏弱。午前黑色系期螺持绿震荡,贸易商报-价不积,仓储4690-4700元含税部分有成交。市场流通资源依旧偏紧。需求预期或有所落空,坯厂心态仍显见谨慎,综合预计周六日唐山钢坯价格稳中整理。
焊接钢格栅时,选择合适的焊接件装配顺序,避免总构件装配应力过大。由于装配的一般刚度和不同装配阶段重心位置的变化,装配后钢格板焊接部位会产生应力。一般来说,装配焊接顺序处理不当将直接影响焊接质量。另外,不锈钢格栅在装配过程中有可能产生新的残余应力,如果新的残余应力大于临界变形应力,就会引起焊接变形。因此,装配应力应尽量减小或避免。2 .受焊接尺寸的影响对于不锈钢网格板焊接来说,焊接尺寸与钢板焊接挠度变形有着密不可分的关系,焊接位置在结构上对不锈钢网格板焊接变形也会产生影响。不对称的排列会导致焊件的弯曲变形。钢点焊件截面的中性轴越靠近焊缝,弯曲变形越小。相反,中性轴离焊缝越远,弯曲变形越大。钢格栅板焊接过程中受局部高温热源的影响,受局部高温热源的影响,焊缝区受热剧烈,局部熔化。该区域的材料受热使焊接区域扩大,而钢格板周围温度相对较低的区域则对焊接区域产生约束作用,从而产生弹性热应力。温度升高后,材料的屈服应力限急剧下降,导致热弹性应力超过屈服限,形成热压缩。在冷却过程中,焊缝区材料收缩受到周围区域温度场不均匀的影响,导致不均匀收缩变形。焊接区域存在拉残余应力,相邻区域存在压残余应力。不锈钢点焊对热源的输入非常敏感。合理控制热源输入能量对钢点焊件的质量具有重要意义。热源能量输入越大,收缩变形越大,热源能量输入越小,收缩变形越小。因此,在保证良好焊缝成形的条件下,输入热源应尽可能小。
m.gmrggb.b2b168.com